- +1
【复材资讯】航空金属构件损伤复合材料单面贴补修复力学性能
摘要
针对航空金属构件损伤碳纤维增强树脂基复合材料(CFRP)单面修补结构,研究了3种贴补修复工艺(湿铺法、预浸料法、预固化法)、复合材料补片厚度、补片长度与修复界面形貌、胶接特性、失效形式和极限载荷之间的对应关系;建立了三维有限元模型,基于三维Hashin失效准则模拟复合材料补片的层内损伤和演化过程,基于内聚力模型模拟胶层和复合材料补片的层间破坏,通过与试验和理论分析对比,验证了该有限元模型的有效性。研究结果表明:3种修补工艺具有不同的界面形貌和失效形式,湿铺法工艺的修复效果最好,是预固化法的3.3倍、预浸料法的1.3倍;随着复合材料补片厚度的增加,修补结构的极限失效载荷先增大后减小,最后趋于稳定,失效形式逐渐从复合材料补片分层崩裂、纤维断裂与胶层损伤的混合失效逐渐演化到胶层的剪切失效,得到修复效果最好的补片厚度为7层约1.05 mm;随着补片长度的增加,修补结构的极限失效载荷先增大后线性减小,胶层的损伤从接头中央和两端起始并往中间区域演化,得到修复效果最好的补片长度为80 mm。该结论为航空维修工程应用提供了良好依据和建议。
作者
陈诗展1, 胡俊山* 1,2, 张霖1, 田威1
( 1. 南京航空航天大学 机电学院,南京 210016;2. 江苏省精密与微细制造技术重点实验室,南京 210016 )
正文
飞机金属结构在服役过程中容易产生开孔、裂纹和腐蚀等损伤,传统的机械修理方式(铆接、螺接)因效率低、增重大、需对母板进行制孔等操作而无法满足修理要求[1]。随着先进复合材料和胶接技术的不断成熟,金属构件损伤复合材料贴补修复技术因增重小、可设计性强、无二次损伤、便于原位操作等优点在航空维修等领域中具有广泛的应用前景[2-4]。
近年来,国内外学者对复合材料和胶粘剂的连续损伤模型、胶接工艺及胶接结构性能进行了大量研究,分析和比较了不同损伤理论分析的准确性、胶接形式对修补结构连接性能的影响[5-9]。研究发现,复合材料胶接结构的力学性能和损伤形式与胶接长度和铺层等方式有关[10-11]。毛振刚等[12]开展了不同搭接长度的拉伸试验,得到了最佳胶接长度,使得结构强度明显提高。苗学周等[13]基于渐进损伤理论建立了不同补片形状的复合材料修补模型,得到了最佳的补片几何参数,并验证了模型的准确性。孙运刚等[14]采用复合材料湿法修补对含裂纹铝板进行疲劳特性分析,结果表明复合材料湿法浸润胶接对较薄铝板具有很好的修理效果。王跃等[15]考虑附加弯矩的影响建立单面修补含中心裂纹板的解析模型,求解了修补结构基板的最大和最小应力。Purimpat等[6]对胶接接头的整体与局部效应关系进行分析,研究表面层压板的0°铺层会提高胶接接头的弯曲刚度和连接强度。Sun等[16]使用三维Hashin失效准则,研究不同的胶接参数对极限失效载荷、失效形式和应力分布的影响。Fielden-Stewart等[17]使用选择性激光融化(SLM)技术制作了不同印刷角度(45°、90°)的试件,研究了表面形貌对Al/复合材料胶接接头界面断裂韧性的影响。Duong等[18]研究了胶接修理过程中,由于胶粘剂的固化温度不同而产生的残余热应力所引发的一系列问题。然而,目前关于不同修补工艺和补片参数的试验件胶接界面表面形貌、胶接特性和失效形式之间的对应关系却很少研究。
本文通过试验研究和数值模拟等手段,分析了航空钛合金构件损伤复合材料单面贴补修复结构的修复工艺、补片参数、界面形貌、胶接特性、失效形式等因素对修复性能的影响规律,为航空维修工程设计与应用提供建议。
1. 试验材料及方法
1.1 试件模型及材料参数
采用TC4钛合金板、SY-24C中温固化结构胶膜和T300/7901碳纤维增强树脂(CFRP)复合材料来研究航空金属构件损伤复合材料单面贴补修复结构的力学性能,试件模型如图1所示。使用两块尺寸均为100 mm×25 mm×2 mm的TC4钛合金板对接结构模拟穿透性裂纹,由上海禄浩金属集团制造。结构胶粘剂采用航空构件上常用的SY-24C中温固化结构胶膜,单层胶膜厚度为0.12 mm,由中国航发北京航空材料研究院制造。使用T300/7901复合材料来制作补片(Patch),单层CFRP层合板的厚度为0.15 mm,由上海晋飞碳纤维科技公司提供。表1为TC4钛合金板的材料参数。表2为SY-24C胶膜的材料参数[19]。表3为T300/7901复合材料的材料参数[20]。
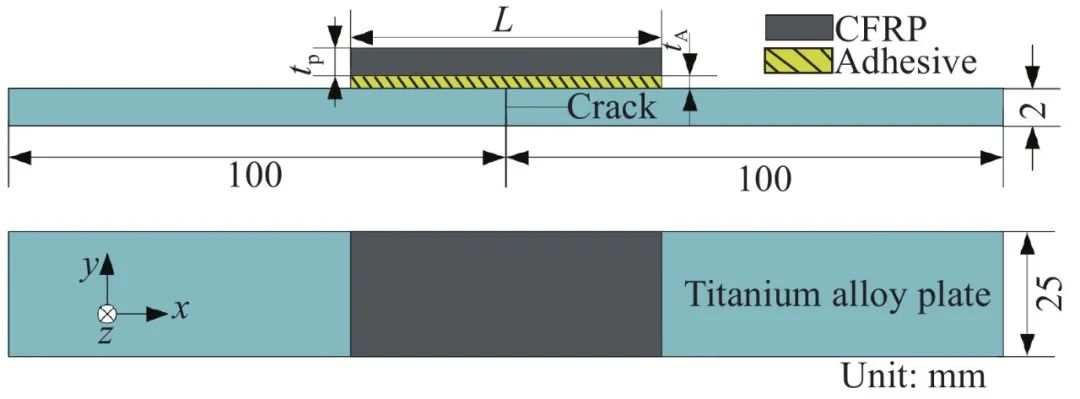 tp—Patch thickness;
tp—Patch thickness;tA—Adhesive thickness
L—Patch length
图 1 金属损伤碳纤维增强树脂(CFRP)复合材料单面贴补修复结构示意图
Figure 1. Schematic illustration of one-side repair of damaged metal structure using carbon fiber-reinforced polymer (CFRP)
表 1 TC4钛合金板的材料参数
Table 1. Material parameters of TC4 titanium alloy plate
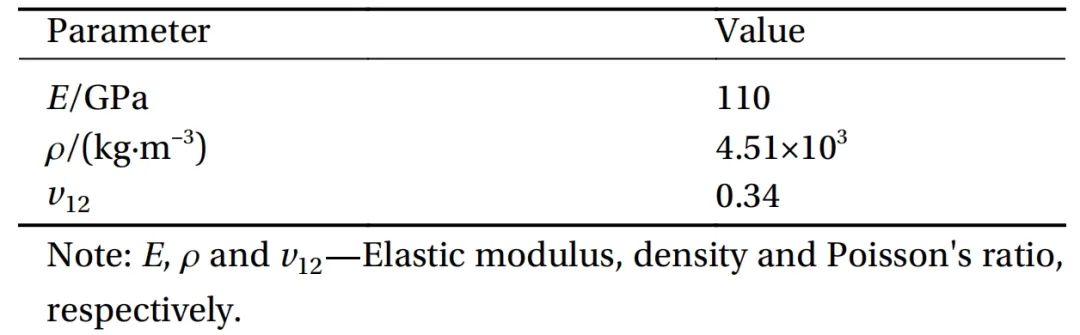 表 2 SY-24C胶膜的材料参数
表 2 SY-24C胶膜的材料参数Table 2. Material parameters of SY-24C adhesive film
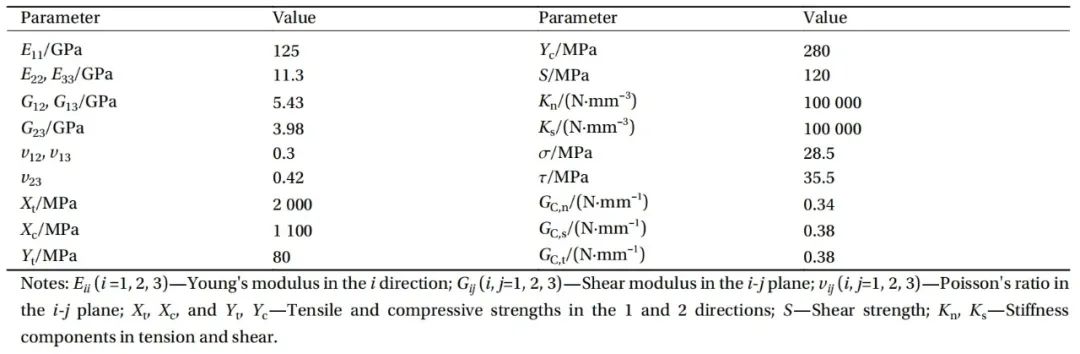
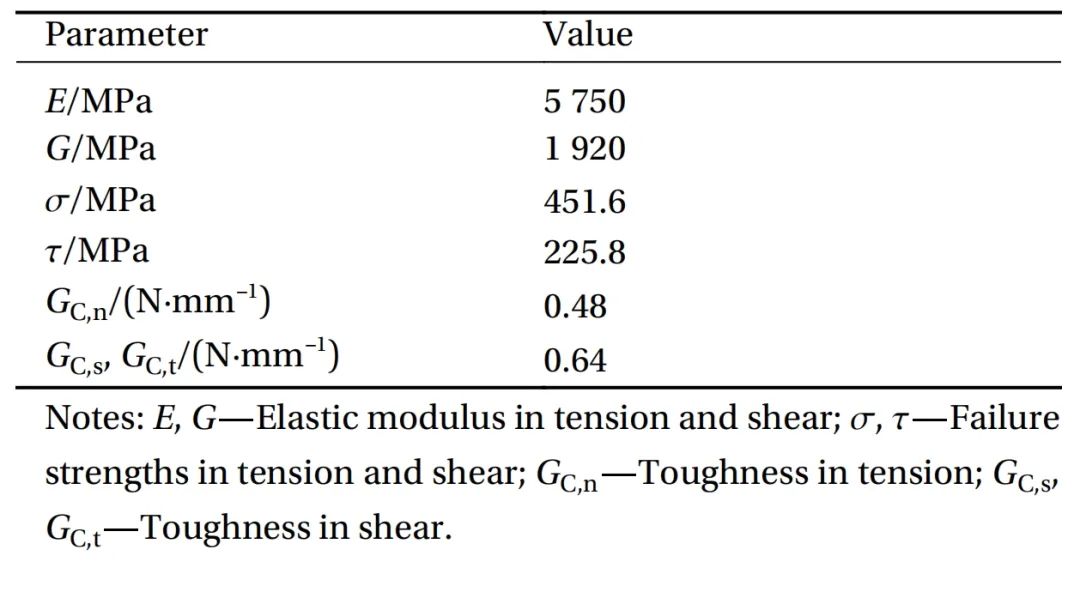 表 3 T300/7901碳纤维增强树脂(CFRP)复合材料层合板的材料参数
表 3 T300/7901碳纤维增强树脂(CFRP)复合材料层合板的材料参数Table 3. Material parameters of T300/7901 carbon fiber reinforced polymer (CFRP) composite laminate
 1.2 修复工艺及试件制备流程
1.2 修复工艺及试件制备流程修复工艺主要包括施工保障工艺和修补固化工艺。胶接修补过程中根据复合材料补片处理方法的不同,可分为湿铺法、预浸料法和预固化法(干补法)。湿铺法是指用树脂浸渍纤维碳布的同时进行铺层制作复合材料补片,这种方法原料易储存,更加适应外场条件的飞机结构修复,但对复合材料补片的质量控制比较困难;预浸料法是指直接使用碳纤维预浸料进行铺层制作补片,这种方法操作方便,制作的补片质量比较均匀,但是预浸料需要在低温密封条件下储存,使用也需提前约12 h取出进行“醒料”;预固化法是指将已经固化成型的复合材料补片用胶粘剂贴补到损伤母板上,修复时只需使胶粘剂固化,这种方法施工时间短,便于外场操作,但只能应对固定曲率结构的损伤模式,无法应对较大曲率的结构件。
制作试件时,首先对金属板进行丙酮去污、超声清洗和干燥等处理,然后沿裂纹位置对称铺设结构胶膜,并根据3种修补方式分别制作复合材料补片,最后使用东莞市正工科技机电设备有限公司生产的MCGS数显高精度热压机固化试验件。具体的固化流程为,首先以2℃/min的升温速率从室温升至80℃,在(80±2)℃下保温30 min,然后以1.5℃的升温速率从80℃升至125℃,并在该温度下保温120 min,最后自然冷却60 min后取出试件,全程固化压力为(0.3±0.05) MPa,固化流程图如图2所示。
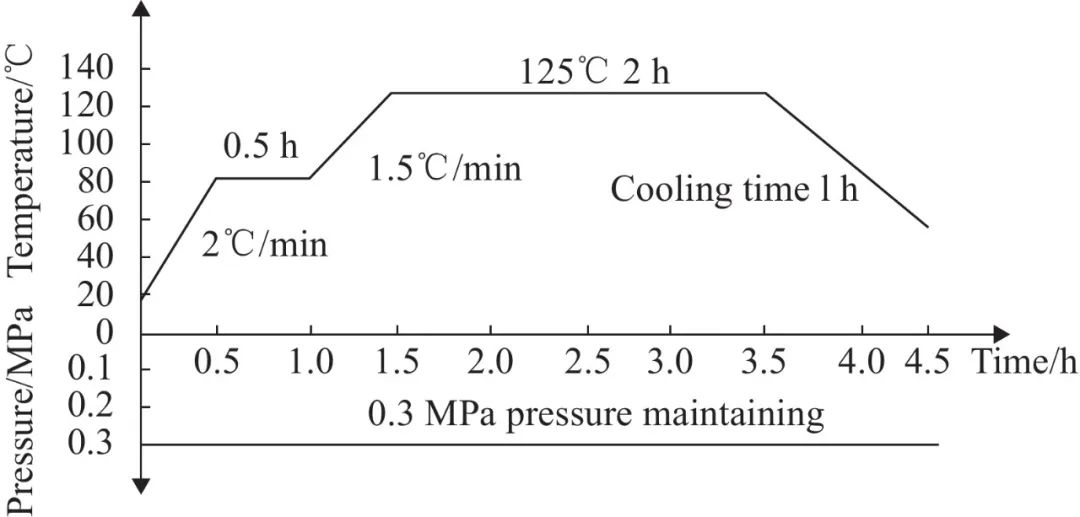 图 2 修补试件固化流程
图 2 修补试件固化流程Figure 2. Curing process of repair specimen
1.3 试验方法
准静态拉伸性能反映了结构材料抵抗破坏的能力,是衡量修复结构修复效果的一个重要指标。参照GB/T 1447—2005[21]标准在室温(25℃)条件下,使用东莞市宝大仪器有限公司生产的GDW-60型电子万能拉伸试验机对试件进行准静态拉伸。试验时,将单面贴补修复结构试验件的两端夹持在试验机上下端完全固定,上端施加纵向位移载荷,设置拉伸速率为1 mm/min,如图3所示。试件断裂为试验终止判据,记录载荷-位移曲线及试件的破坏形式。
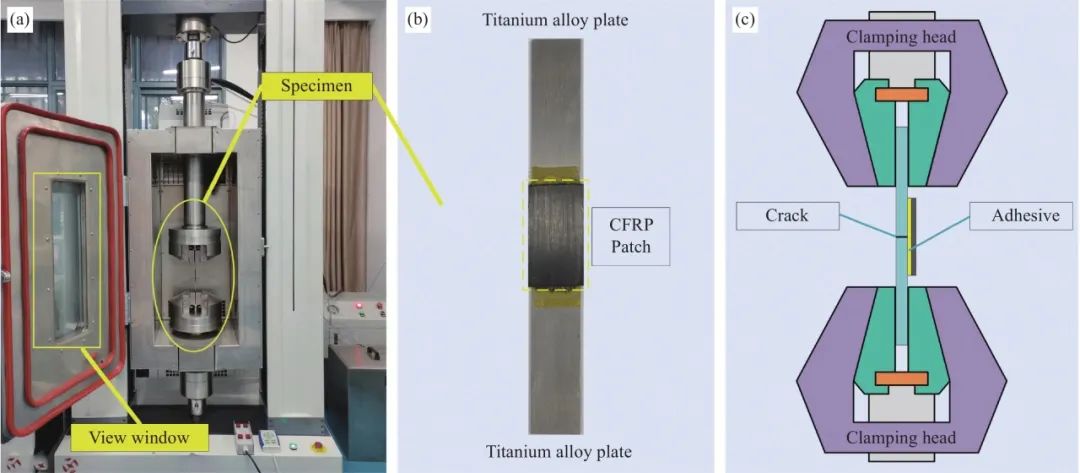 图 3 GDW-60型电子万能试验机
图 3 GDW-60型电子万能试验机Figure 3. GDW-60 electronic universal tensile testing machine
制定3个试验方案,试验1研究3种修复工艺的修复效果,试验2研究复合材料补片厚度对修复结构的影响,试验3研究补片长度对修复结构的影响。为控制复合材料补片质量和操作便捷性,试验2和试验3的修补试件中复合材料补片均使用预浸料法制作。本文所有修补试件的复合材料补片均为0°铺层,即与承载方向相同。
2. 数值分析模型
2.1 复合材料的失效准则及损伤演化
本文综合考虑了计算精度与应用便捷性,使用三维Hashin失效准则[22]来预测复合材料层合板的损伤起始。该准则考虑了4种损伤模式,表达式如下:
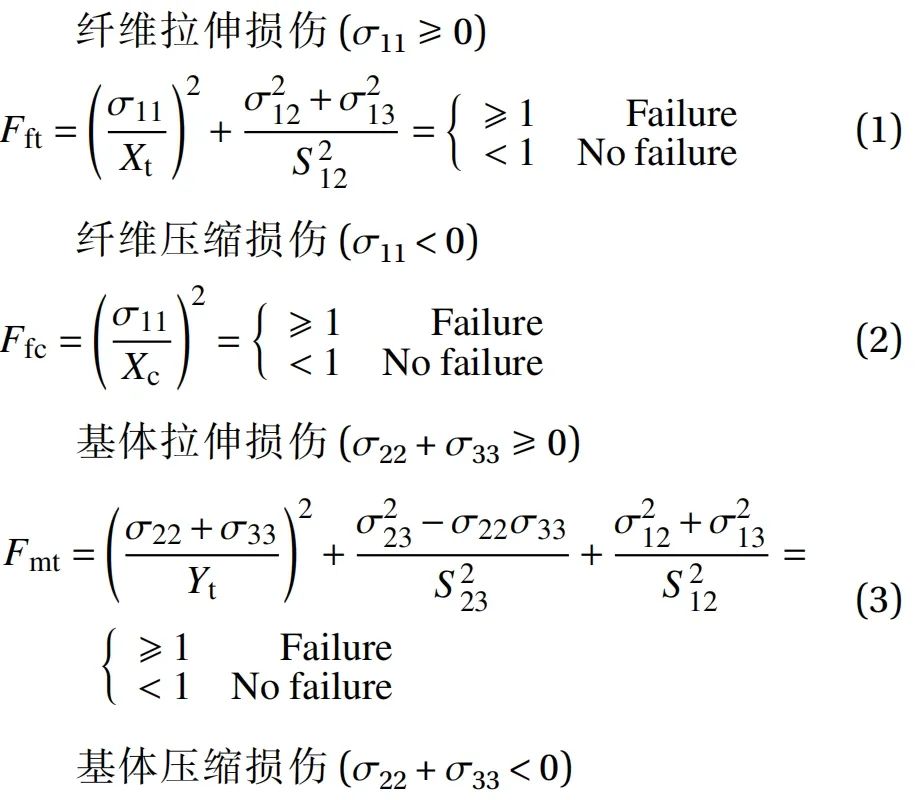
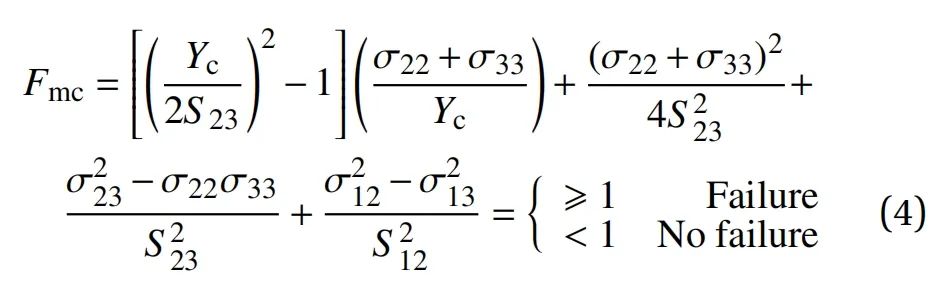 式中:Fft和Ffc代表纤维拉伸和纤维压缩损伤变量;Fmt和 Fmc代表基体拉伸和基体压缩损伤变量;σij (i, j=1, 2, 3)代表应力;Xt和Xc代表纵向的拉伸和压缩强度;Yt和Yc代表横向的拉伸和压缩强度;S12、S23和S13分别代表面内、面外的抗剪强度。
式中:Fft和Ffc代表纤维拉伸和纤维压缩损伤变量;Fmt和 Fmc代表基体拉伸和基体压缩损伤变量;σij (i, j=1, 2, 3)代表应力;Xt和Xc代表纵向的拉伸和压缩强度;Yt和Yc代表横向的拉伸和压缩强度;S12、S23和S13分别代表面内、面外的抗剪强度。复合材料结构的损伤模型可以分为两类:层内损伤和层间损伤。层内损伤是指纤维的拉伸和压缩断裂、基体的拉伸和压缩开裂;层间损伤是指层合板相邻层间的分层破坏。本文采用连续损伤模型(Continuum damage model,CDM)[23],同时考虑复合材料层合板的层内损伤和层间损伤,研究载荷作用下可能发生的多种损伤行为。
基于三维CDM模型,将纤维和基体的连续损伤变量引入到应力-应变本构关系中,通过材料刚度的退化来维持渐进式损伤过程。复合材料与损伤变量的本构关系可以表示为
 其中:
其中: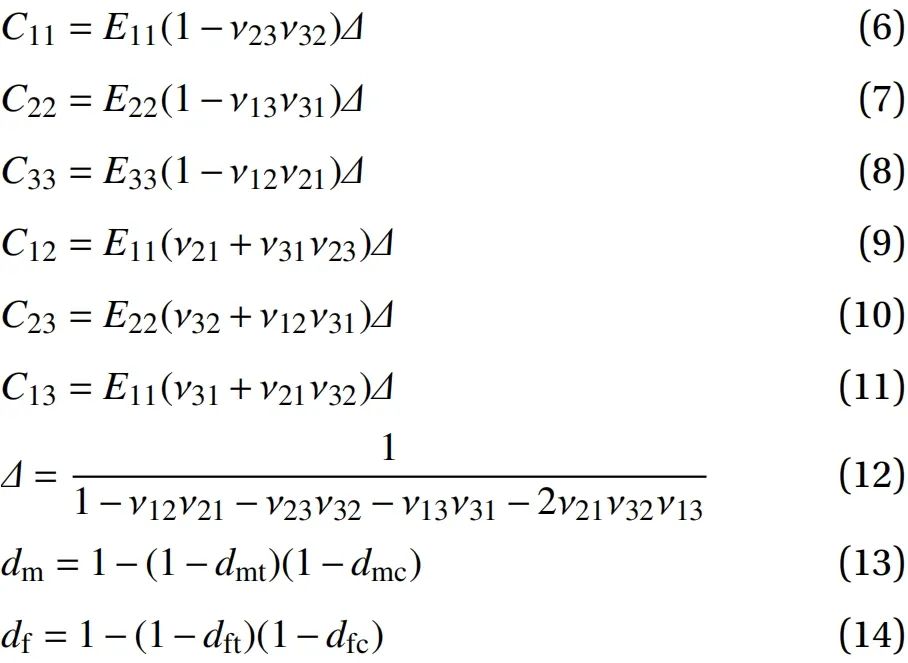 式中:σij和εij分别代表应力、应变张量;Cij是由模量Eij和泊松比vij组成的刚度矩阵张量;Gij表示断裂韧性;损伤变量df代表纤维损伤;dm代表基体损伤;下标t和c分别代表拉伸和压缩。
式中:σij和εij分别代表应力、应变张量;Cij是由模量Eij和泊松比vij组成的刚度矩阵张量;Gij表示断裂韧性;损伤变量df代表纤维损伤;dm代表基体损伤;下标t和c分别代表拉伸和压缩。使用上述三维Hashin失效准则预测损伤起始后,材料进入损伤演化阶段。本文采用基于应力-位移的双线性软化关系来预测损伤演化过程,如图4所示[24]。损伤变量df和dm定义了从损伤起始点δ0到完全失效点δc的线性软化,对于纤维的损伤演化可以表示为
 式中:
式中:为损伤起始时的临界拉、压应变;
为断裂韧性G、失效强度X和特征长度l计算得到的最终破坏位移。
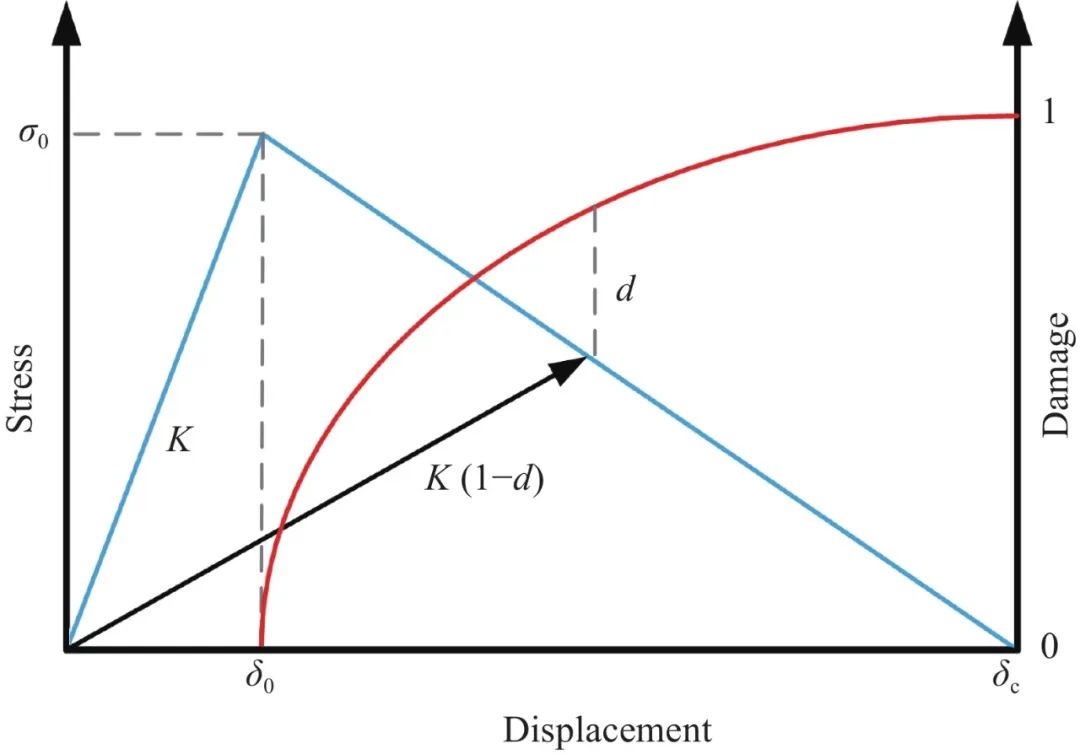 σ0—Damage initiation stress;
σ0—Damage initiation stress;K—Stiffness;
d—Damage variable;
δ0—Damage initiation displacement;
δc—Failure displacement
图 4 基于双线性软化的损伤演化过程
Figure 4. Bilinear softening based damage evolution process

 式中:Linitial是由ABAQUS得到的初始单元特征长度,由VUMAT中嵌入的“CharLength”函数控制;
式中:Linitial是由ABAQUS得到的初始单元特征长度,由VUMAT中嵌入的“CharLength”函数控制;为单元体在全局坐标系中的尺寸。
对于基体的失效模式,损伤变量dm的计算方法与之类似。
2.2 内聚单元的失效准则及损伤演化
使用内聚力(Cohesive)单元模拟复合材料层合板的分层损伤和结构胶膜的胶层失效,其中CFRP层合板的层间Cohesive单元厚度为0.05 mm,胶膜的Cohesive单元厚度为0.12 mm。
为了准确模拟内聚力单元的破坏,采用双线性本构的二次名义应力准则[25]来判断损伤起始,本构模型如图5所示,其表达式为
 式中:
式中:为CFRP层间和胶层单元的法向强度;
和
为剪切强度。
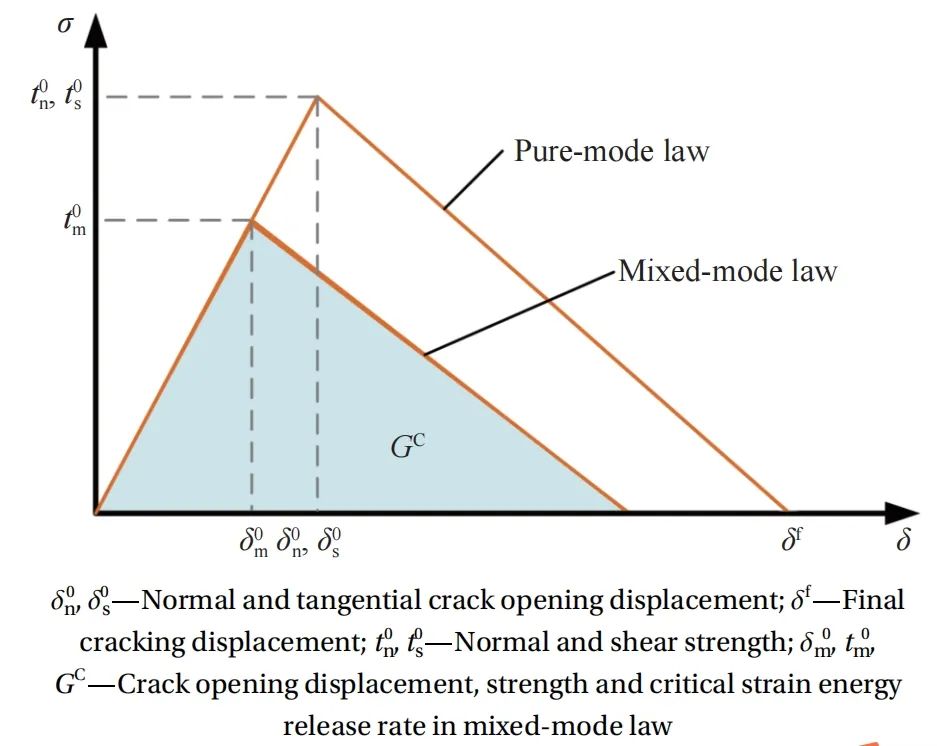 图 5 Cohesive单元的双线性本构模型
图 5 Cohesive单元的双线性本构模型Figure 5. Bilinear constitutive model of cohesive element
当内聚力单元未发生损伤时处于线弹性阶段,其本构关系为
式中:Knn、Kss和Ktt分别为法向拉伸、面内剪切和面外剪切的刚度系数;δ为裂纹张开位移。
当等式(18)成立时,δ = δ0,内聚力单元开始失效进入损伤阶段,其本构关系为
式中:D为损伤系数,其范围为[0, 1]。当D=0时,表示材料未发生损伤;当D=1时,表示材料完全失效;材料的刚度退化为零,此时δ = δf。
由于内聚力单元的失效形式经常为I型、II型和III型的混合破坏,因此本文采用基于能量释放率的Benzeggagh-Kenane (B-K)混合损伤演化准则,其表达式为
 式中:GC为混合模式下的临界应变能释放率,如图5表示为应力-分离位移曲线下包含的面积;
式中:GC为混合模式下的临界应变能释放率,如图5表示为应力-分离位移曲线下包含的面积;分别为法向、面内和面外剪切方向的临界断裂能;η为与材料相关的参数,本文取值2。
2.3 金属损伤结构复合材料单面修补试件三维整体有限元模型
如图6所示,基于有限元软件ABAQUS建立三维的金属损伤结构复合材料单面修补试件有限元模型。胶层Cohesive采用COH3D8单元进行网格划分,扫掠方向为厚度方向;金属板和复合材料补片采用六面体C3D8R单元,并且复合材料的三维模型通过用户子程序VUMAT实现。金属板、胶膜和复合材料之间通过“Tie”约束连接,并对胶接区域进行网格细化,网格单元尺寸为:0.5 mm×0.5 mm。有限元模型的边界条件与试验一致,金属板的一端完全固定,另一端沿x方向施加平滑的位移载荷。
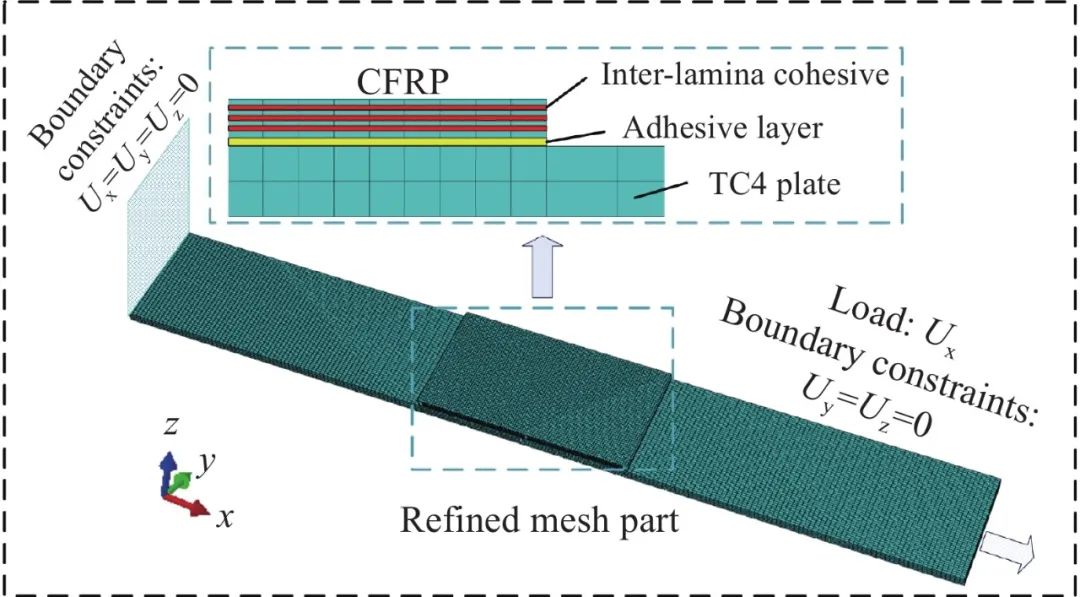 Ux, Uy, Uz—Displacement in x, y and z directions, respectively
Ux, Uy, Uz—Displacement in x, y and z directions, respectively图 6 单面修复结构的有限元模型
Figure 6. Finite element model of one-side repair structure
3. 结果与讨论
3.1 不同修复工艺对修复效果的影响
图7为使用3种修复工艺所制的试件,对其准静态拉伸得到的极限承载强度和变异系数表征。其中使用预固化法、预浸料法、湿铺法所修复试件的平均极限承载强度分别为4.62 kN、11.79 kN、15.21 kN。湿铺法工艺的修复效果最好,其强度恢复性能是预固化法的3.3倍,是预浸料法的1.3倍。变异系数表征数据的离散程度,可以看到最大变异系数为4.41%,最小仅为1.72%,说明试件的制备工艺保障性好,稳定度高,实验数据具有良好的可靠性。
修复效果的好坏依赖于胶接质量。在胶接过程中,由于胶粘剂的流动性和较小的表面张力,对被粘物的表面产生浸润作用,使界面分子紧密接触,达到吸附平衡。随后,胶粘剂分子对被粘物表面进行跨界面的扩散作用,形成扩散界面区。分子可以扩散到表面氧化层的微孔中,达到分子的紧密接触,形成胶接键。总的来说,胶接是利用胶粘剂在胶接界面上产生的机械啮合力、物理吸附力和化学键共同作用下传递载荷。
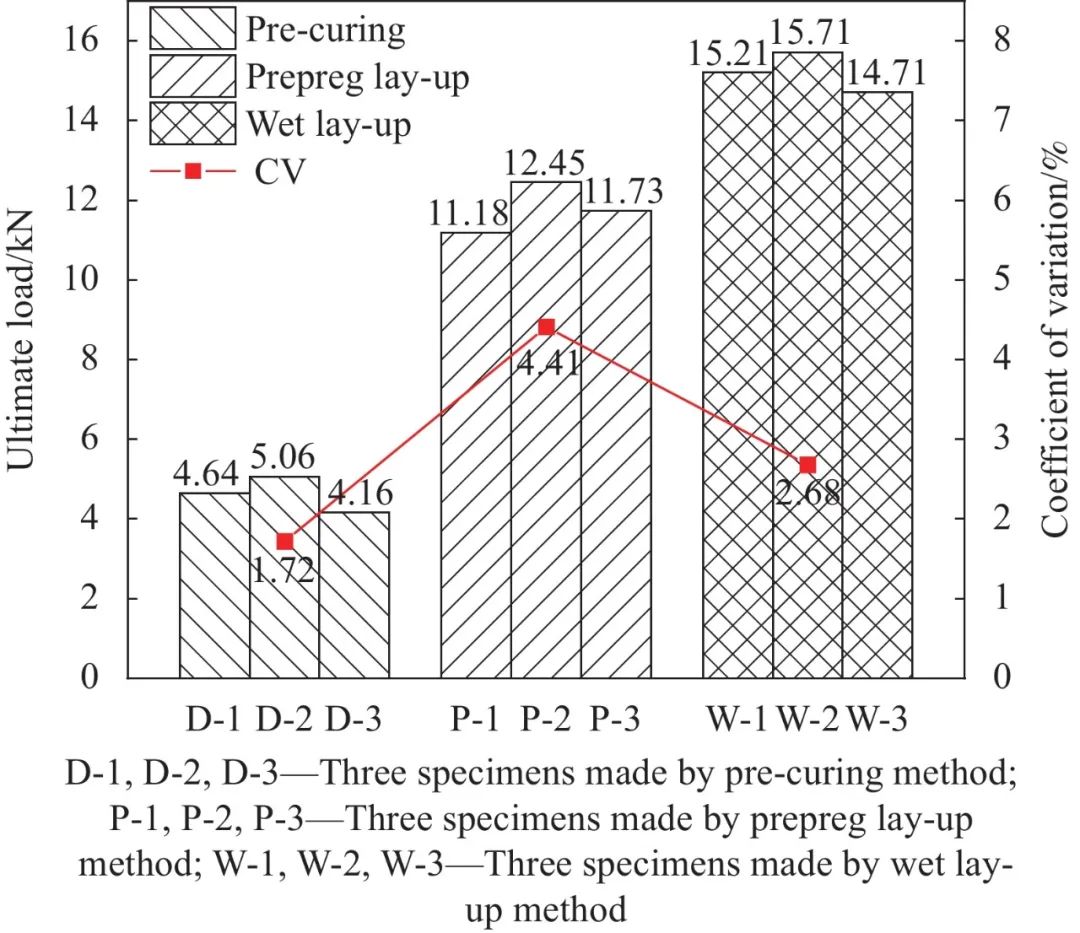 图 7 3种修复试件的极限载荷与变异系数(CV)
图 7 3种修复试件的极限载荷与变异系数(CV)Figure 7. Ultimate load and coefficient of variation (CV) of three methods of repair specimens
对于预固化修复方法,CFRP补片已固化完成,表面结构及曲率也随之固定,在与胶粘剂和金属板的贴合过程中难以完全紧密接触,界面会有气泡等不利因素,减小了胶接面积;并且补片中树脂已固化无法流动,胶粘剂对补片的浸润性变差,分子也难以运动形成胶接扩散界面,不易建立起高能胶接键。对于预浸料修复方法,纤维含量和树脂含量比较固定,形成的补片质量较好;可以进行柔性铺设,与胶粘剂的胶接界面在共固化过程中具有一定的流动性,产生的胶接效果优于预固化法。对于湿铺法,表面的一层碳纤维可直接与胶粘剂紧密贴合,且湿浦过程中环氧树脂的流动性极强,相互之间容易产生化学键,增大胶接强度,因此湿铺法工艺的修复效果优于预固化法和预浸料法,但对工艺要求较为严格。
图8为3种修复试件的失效形式。可以观察到,预固化法所制补片的表面胶接性能差,失效形式为胶粘剂与CFRP补片的界面脱粘,胶粘剂未发生明显损伤;预浸料法的失效形式为占比较大的胶接区域发生胶层剪切失效,CFRP补片有少量的纤维束剥离和断裂,产生的胶接强度较大;湿铺法的失效形式为CFRP补片的分层撕裂,说明胶粘剂与金属及复合材料的胶接界面质量很好,承受的力学性能优于CFRP补片的层间剪切应力,具有最好的修复效果。
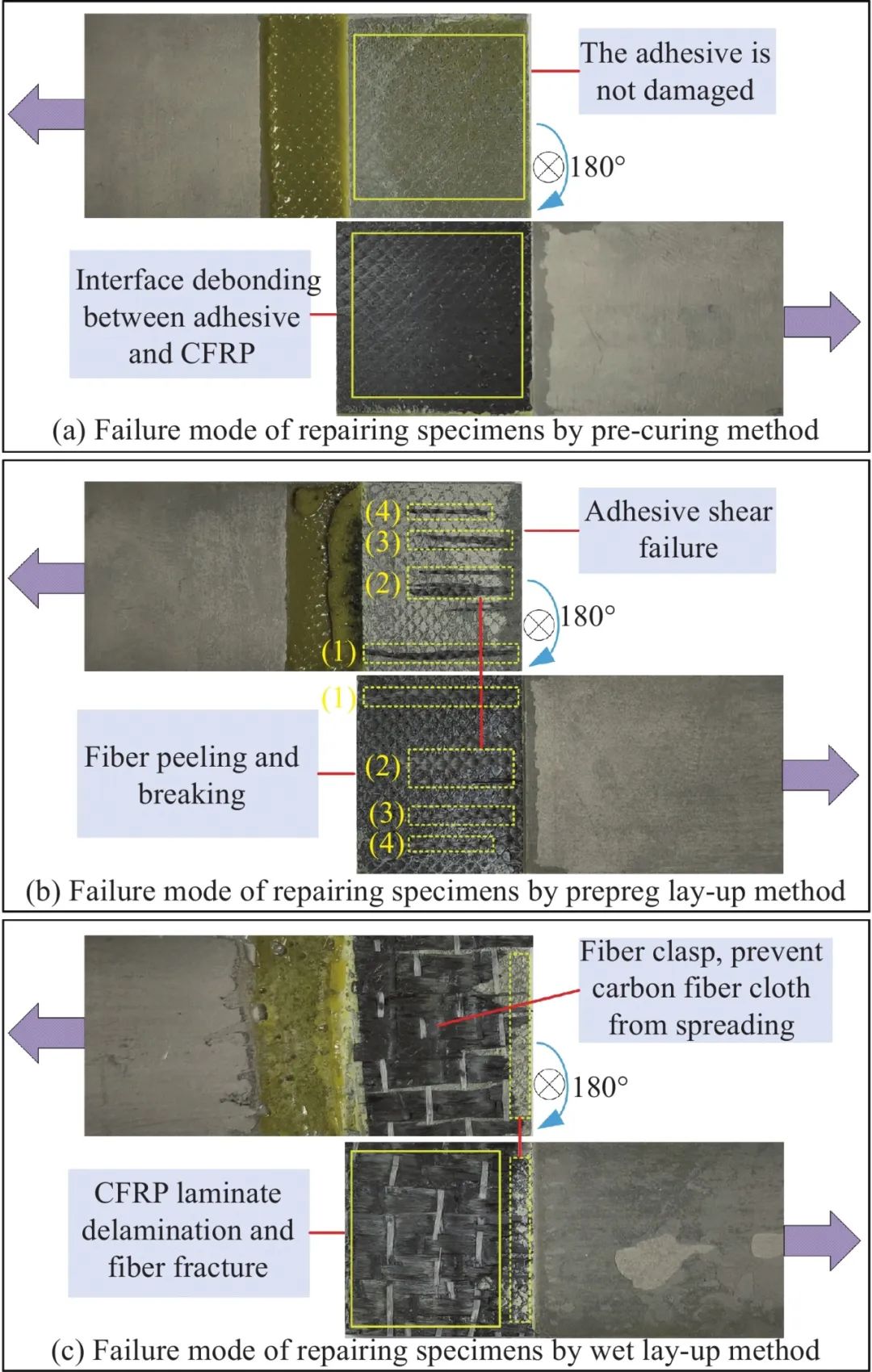 图 8 3种修复试件的失效形式
图 8 3种修复试件的失效形式Figure 8. Failure modes of three methods of repair specimens
使用浩视HIROX超景深三维数字显微镜对CFRP补片的表面形貌进行观测,可以更加直观地表征胶接界面的几何形态,帮助分析结构失效原因。图9为CFRP补片的表面形貌图像,可以看到预固化法补片的表面比较光滑,只有少数微细孔,这导致胶粘剂难以浸润产生机械啮合力,形成的胶接面为低能表面。预浸料法补片的表面可以看到明显的纤维方向,在铺设过程中也会产生一些基体缺失、纤维扭曲等初始缺陷,这种现象一方面使表面变得粗糙,有利于提升胶接强度;另一方面也会成为导致结构破坏的初始损伤源。湿铺法补片的表面特征比较明显,可以看到垂直于纤维方向的“纤维扣”,能够防止单向碳纤维布发生松散,起到横向束缚作用;纤维的纹路比较清晰且呈现沟槽状,有利于增大胶接面积,形成高能胶接表面。
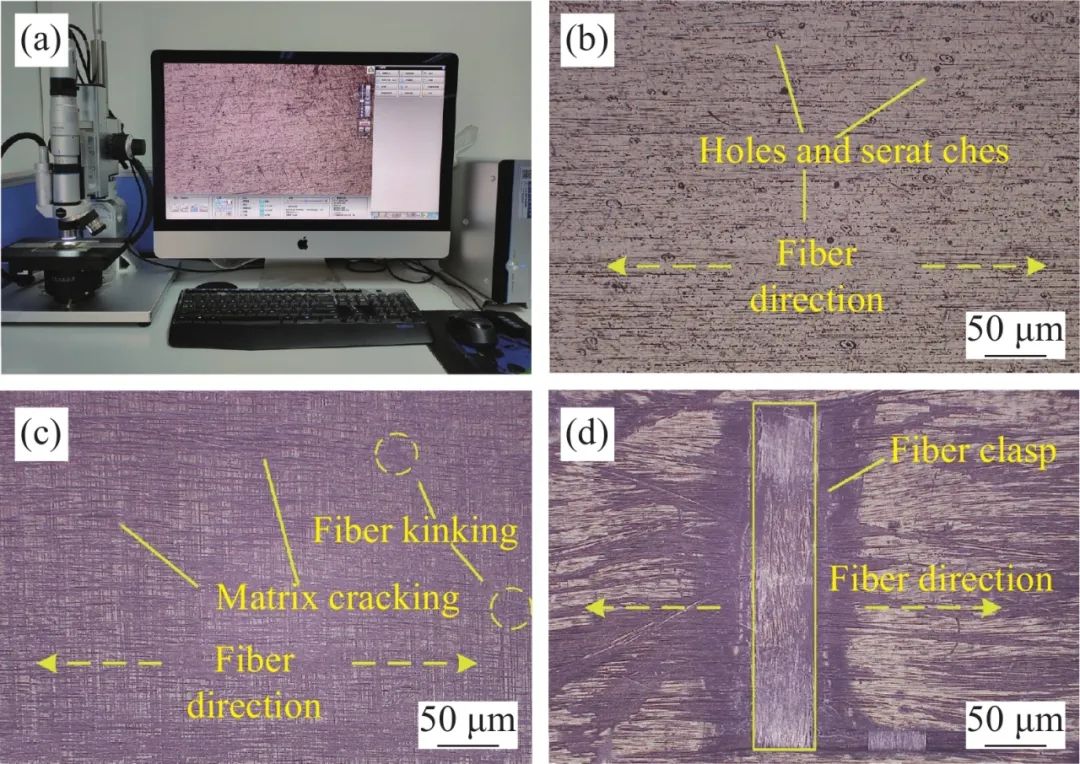 图 9 CFRP补片的表面形貌:(a) 观察设备;(b) 预固化法补片;(c) 预浸料法补片;(d) 湿铺法补片
图 9 CFRP补片的表面形貌:(a) 观察设备;(b) 预固化法补片;(c) 预浸料法补片;(d) 湿铺法补片Figure 9. Surface morphologies of CFRP patch: (a) Observation equipment; (b) Pre-curing patch; (c) Prepreg lay-up patch; (d) Wet lay-up patch
图10为CFRP补片的三维形貌,在中央观测区域可以看到预固化法补片较为均匀和平滑,平均高度约为120 μm,使得胶粘剂难以附着在上面。预浸料法补片较为粗糙,平均高度为380 μm,纤维与基体的结合及固化质量较好。湿铺法的三维形貌具有波峰和波谷,波峰高度约为450 μm,波谷高度约为100 μm,这些“凹凸”区域可以与胶粘剂结合,承受较大的剪切力。
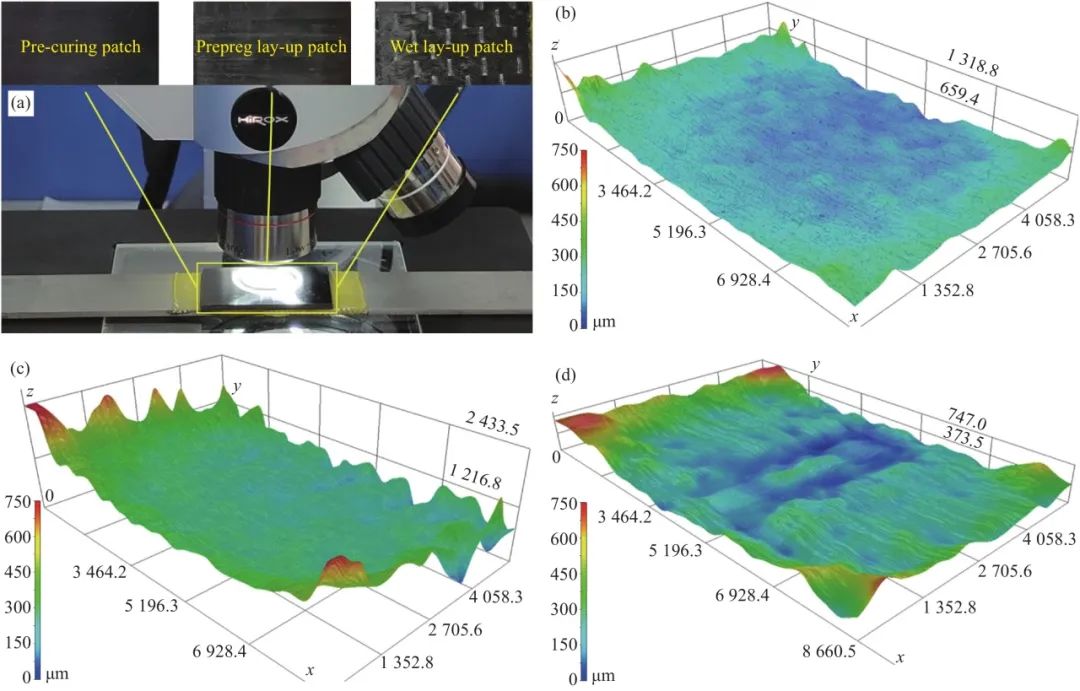 图 10 CFRP补片的三维形貌:(a) 观测区域;(b) 预固化法补片;(c) 预浸料法补片;(d) 湿铺法补片
图 10 CFRP补片的三维形貌:(a) 观测区域;(b) 预固化法补片;(c) 预浸料法补片;(d) 湿铺法补片Figure 10. Three-dimensional morphologies of CFRP patch: (a) Observation zone; (b) Pre-curing patch; (c) Prepreg lay-up patch; (d) Wet lay-up patch
由上可知,不同的修复工艺具有不同的表面形貌、胶接特性和失效形式,修复性能也因此产生差异。其中湿铺法修复工艺的修复效果最好,预固化法的修复效果最差。为控制复合材料补片质量和操作便捷性,下文中的试验和仿真研究均是针对预浸料法修复工艺。
3.2 复合材料补片厚度对修复效果的影响
图11是复合材料补片厚度为4层时,使用预浸料法制作修补试件的载荷-位移曲线。可以看出,试验与数值模拟所得的载荷-位移曲线变化趋势一致,在拉伸位移0~1.25 mm范围内,试验所得曲线的斜率比仿真结果略大;当拉伸位移大于1.25 mm后,两条曲线近乎吻合。拉伸载荷随着位移的增加近乎线性上升,当修补试件达到极限承载能力后瞬间下降,表现脆性特征,这与环氧树脂的断裂行为一致。
该试件的最大加载位移为2.0 mm,极限载荷为13.27 kN,试验与仿真结果极其相似,可以说明本文使用的数值模拟方法具有良好的真实性和有效性。
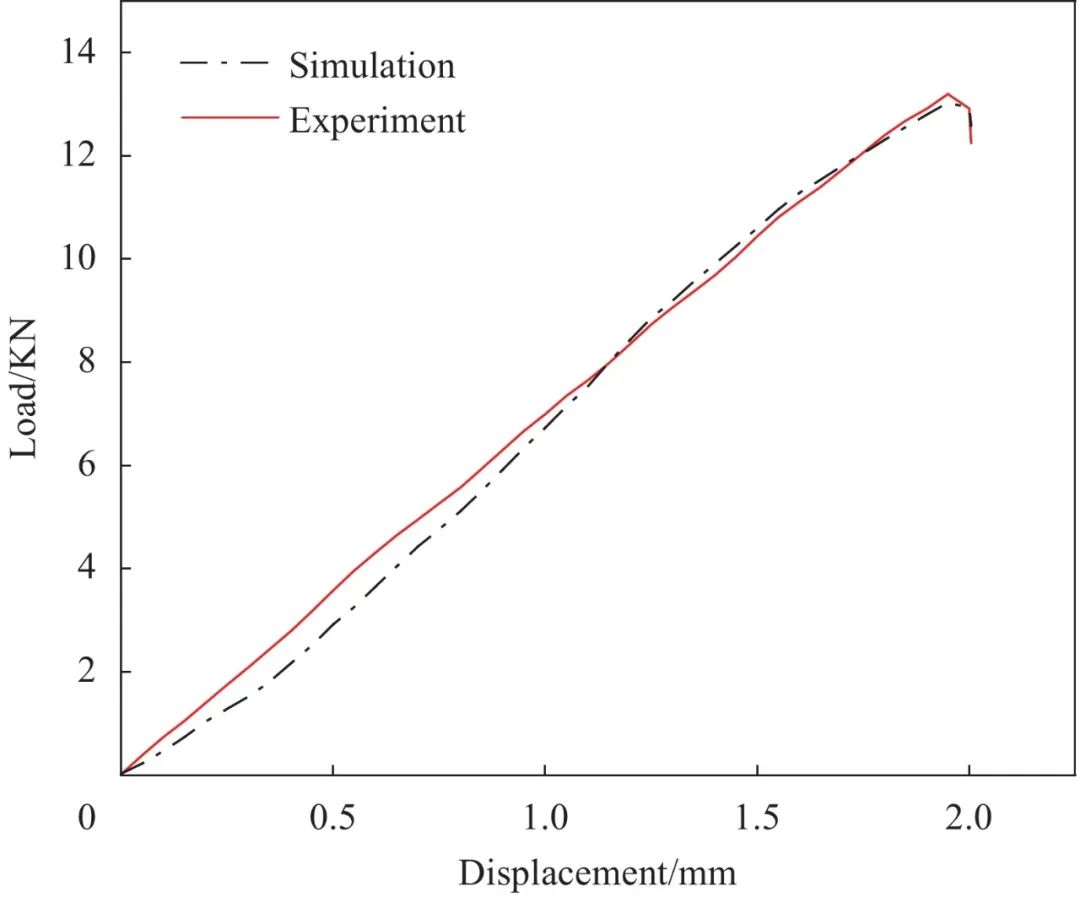 图 11 CFPR补片厚度为4层时修补结构的载荷-位移曲线
图 11 CFPR补片厚度为4层时修补结构的载荷-位移曲线Figure 11. Load-displacement curves of the repair structure with the thickness of CFPR patch of 4 layers
复合材料补片厚度与修补结构承载能力的关系如图12所示,试验数据与仿真结果的趋势相同。当补片厚度从4层增加到7层时,修补试件的极限失效载荷逐渐增加,并在厚度为7层时达到顶峰。此时试验测得平均数值为17.16 kN,仿真数值为16.84 kN。当继续增加补片厚度,修补试件的承载强度会瞬间下降,并保持平稳状态,这个阶段的极限强度与修补试件在补片厚度为5层时近似。
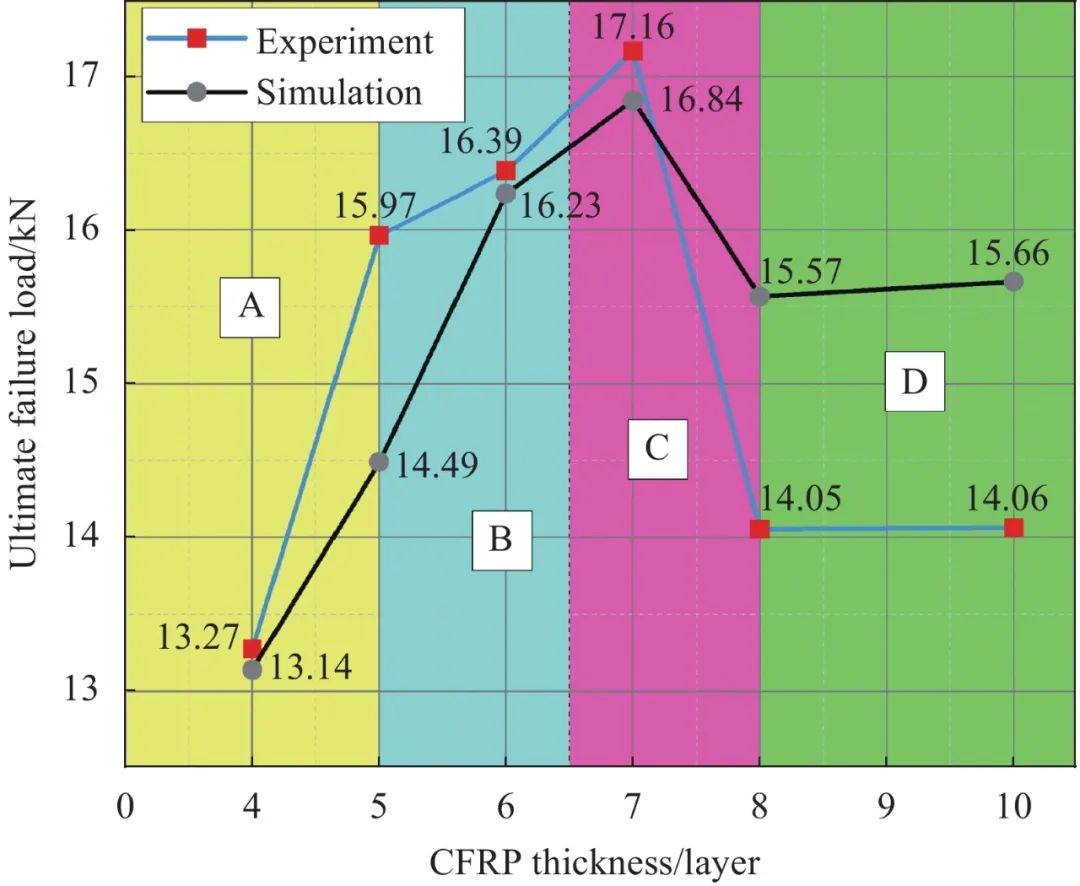 图 12 不同厚度CFRP补片单面修补结构的极限失效载荷变化曲线
图 12 不同厚度CFRP补片单面修补结构的极限失效载荷变化曲线Figure 12. Ultimate failure load curves of one-side repair structure with CFRP patches of different thickness
复合材料补片厚度大于7层时,试验件的极限承载强度下降3.11 kN,数值仿真的承载强度下降1.27 kN。试验方法的下降幅度大于仿真,这是由于本文试件采用单面修补,结构胶膜和复合材料补片在固化过程中热膨胀系数不同会产生残余热应力,不利于胶接强度的保持,该因素在本文所用的数值模拟方法中不能够体现。随着补片厚度的增加,单面弯矩继续增大,造成的偏心载荷和剥离应力也会在承载过程中对修补结构产生负面影响。并且试验件的制作过程中,也会存在胶层分布不均匀、结构内部含有裂纹和孔隙等初始缺陷,都会造成试验结果偏低。
图12中还可以看到根据颜色划分为4个区域,分别对应A、B、C、D 4种失效形式。
当补片厚度为0~4层时,如图13所示为A型失效模式,表现为复合材料补片发生崩裂、分层剥离和纤维断裂,胶层未发生明显损伤。这是由于这个阶段的复合材料补片厚度薄、强度弱,在受到胶层传递的载荷时补片难以承受,自身发生崩裂失效。
可以看到纤维在受到拉伸载荷作用下,纤维拉伸损伤变量的起始与演化过程,与试件图的损伤形式一致。靠近胶层的补片定义为第一层,承受的载荷最大,损伤起始位置为x方向的中央位置,然后逐步往两端扩展,最终的失效形式为胶接端头的纤维断裂;第二层补片的承载特性则完全不同,损伤起始发生在y方向的两端对称位置,然后逐渐往内部扩展,最终的失效形式为沿横向的撕裂破坏,与试验件的外在失效表现形式一致。
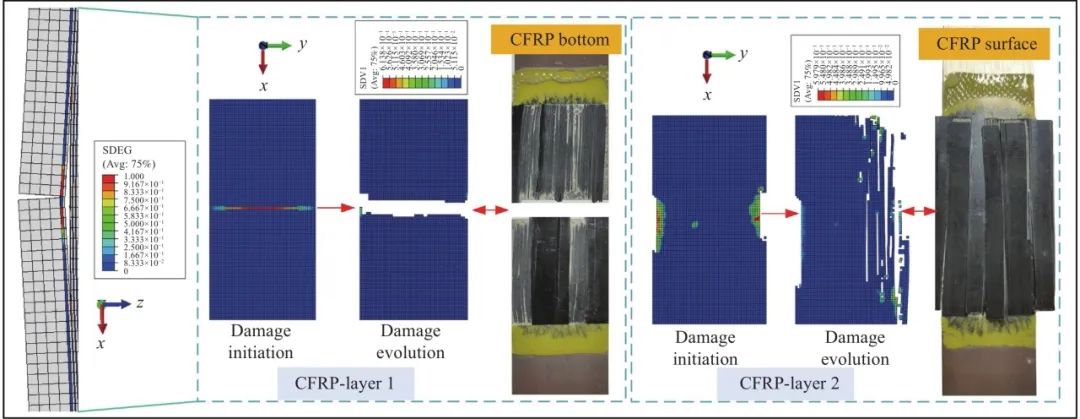 SDEG—Damage variable of cohesive elements;
SDEG—Damage variable of cohesive elements;SDV1—State variable of fiber damage
图 13 A型失效模式:CFRP补片的分层和崩裂
Figure 13. A failure mode: CFRP patch delamination and splitting
当补片厚度为5~7层时,如图14所示为B型失效模式,表现为复合材料补片的纤维分层断裂与胶层剪切失效的混合破坏,其中纤维分层断裂的占比较大,复合材料补片的表面有明显裂纹。这是由于随着补片厚度的增加,补片的强度和承载能力也在近似线性关系上升。但胶层的剪切承载能力在此时还是大于补片的承受性能,并且这个过程在慢慢演化,就造成了这种混合失效破坏模式。
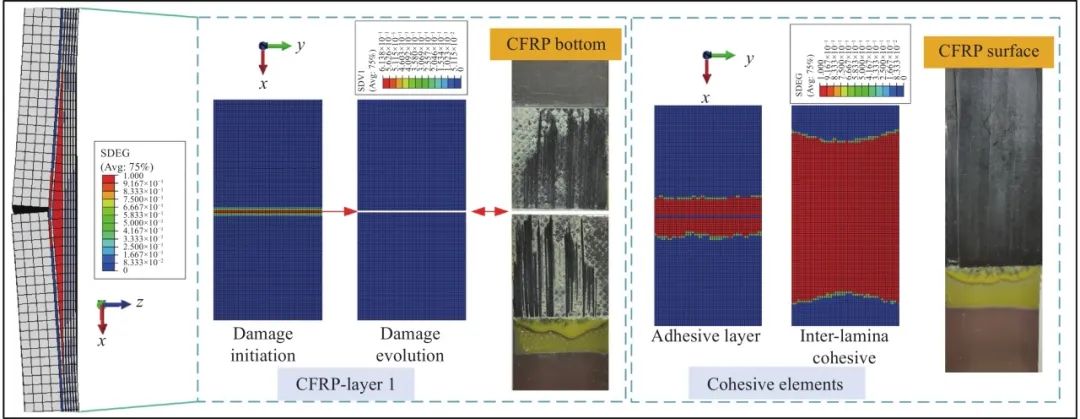 图 14 B型失效模式:CFRP补片分层和胶层剪切的混合失效(补片分层占比较大)
图 14 B型失效模式:CFRP补片分层和胶层剪切的混合失效(补片分层占比较大)Figure 14. B failure mode: Mixed failure of CFRP patch delamination and shear failure of adhesive layer (Patch delamination accounts for a large proportion)
可以看到第一层补片的损伤起始位置和演化过程与A型失效模式近似,都是表现为在端头处发生拉伸断裂。结构胶膜的剪切失效区域较小,失效面积约为30%,主要还是复合材料补片的层间破坏,导致补片分层现象的产生。
当补片厚度为8层时,如图15所示为C型失效模式,表现为复合材料补片的纤维分层断裂与胶层剪切失效的混合破坏,其中胶层的内聚破坏占比较大,失效面积约为70%,复合材料补片的表面有极少数裂纹。这是由于随着复合材料补片厚度和强度的增大,其承受载荷的能力在与胶膜的抗剪切性能演化过程中逐渐占据上风。
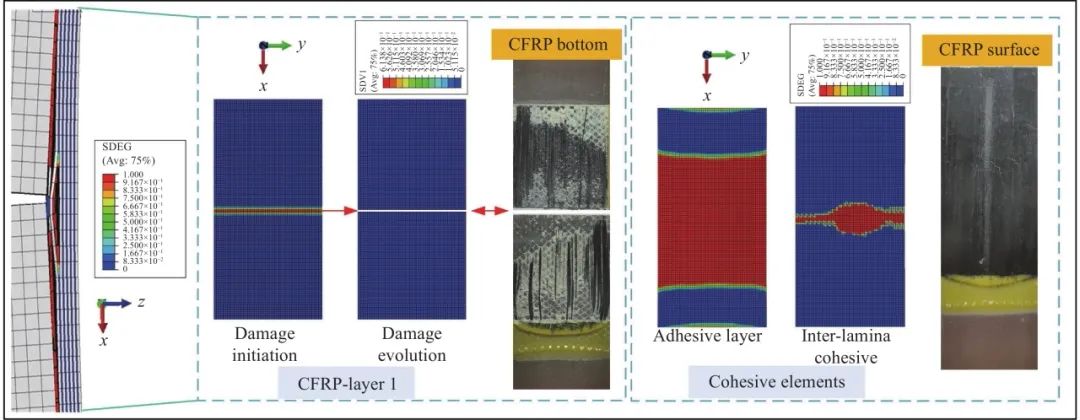 图 15 C型失效模式:CFRP补片分层和胶层剪切的混合失效(胶层损伤占比较大)
图 15 C型失效模式:CFRP补片分层和胶层剪切的混合失效(胶层损伤占比较大)Figure 15. C failure mode: Mixed failure of CFRP patch delamination and shear failure of adhesive layer (Shear failure of adhesive layer accounts for a large proportion)
可以看到,第一层补片中仍有少数纤维产生拉伸断裂破坏,但占领主导地位的是结构胶膜的内聚破坏,发生在中央接头和两端处。这时复合材料补片层间的胶层破坏面积占比较小,因此宏观表现为补片形态较为完好。
当补片厚度继续增加时,如图16所示为D型失效模式,表现为胶层的内聚破坏,复合材料补片完好,未出现明显损伤。这是由于此时补片的强度已足够,修补试件的极限承载受限于结构胶膜的抗剪切和剥离强度。
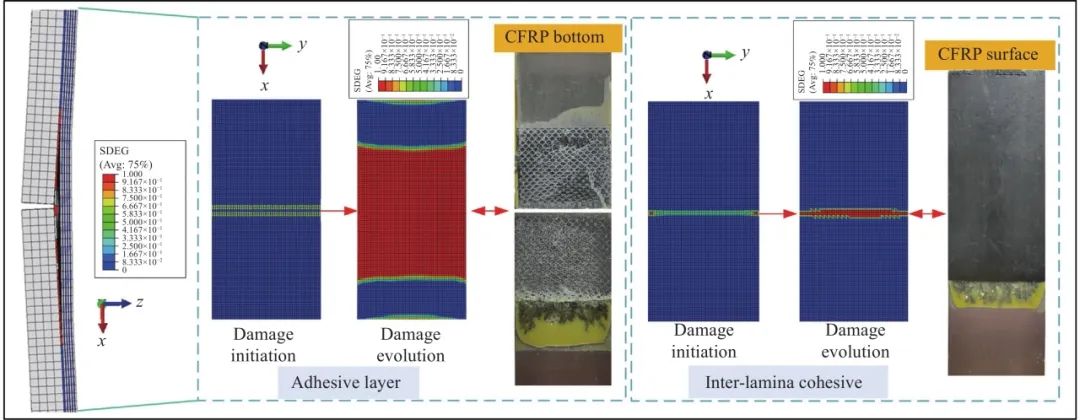 图 16 D型失效模式:胶层剪切失效
图 16 D型失效模式:胶层剪切失效Figure 16. D failure mode: Shear failure of adhesive layer
可以看到,胶膜为了增大胶接面积、提高胶接性能而设计的网状结构已经被撕破,胶层的内聚单元发生大面积失效,补片的层间胶层几乎未发生损伤,有限元模拟结果与试验件的损伤形式表现一致。
3.3 复合材料补片长度对修复效果的影响
为了研究复合材料补片长度对单面贴补修复结构性能的影响,使用预浸料法制作6组不同补片长度的试验件,并引入胶接剪切强度,表达式为:
 式中:τL为胶接剪切强度;UL为极限失效载荷;L为胶接长度;W为胶接宽度。
式中:τL为胶接剪切强度;UL为极限失效载荷;L为胶接长度;W为胶接宽度。图17为不同复合材料补片长度与修复试件极限失效载荷以及剪切强度之间的对应关系,可以看到,随着补片长度L的增加,修补结构的极限失效载荷先增大后减小。当30⩽L<60 mm时,失效载荷的增长趋势较为缓慢;当60⩽L<80 mm时,失效载荷急剧增大并在L=80 mm时达到顶峰14.05 kN;当L大于80 mm时,极限失效载荷开始线性减小。
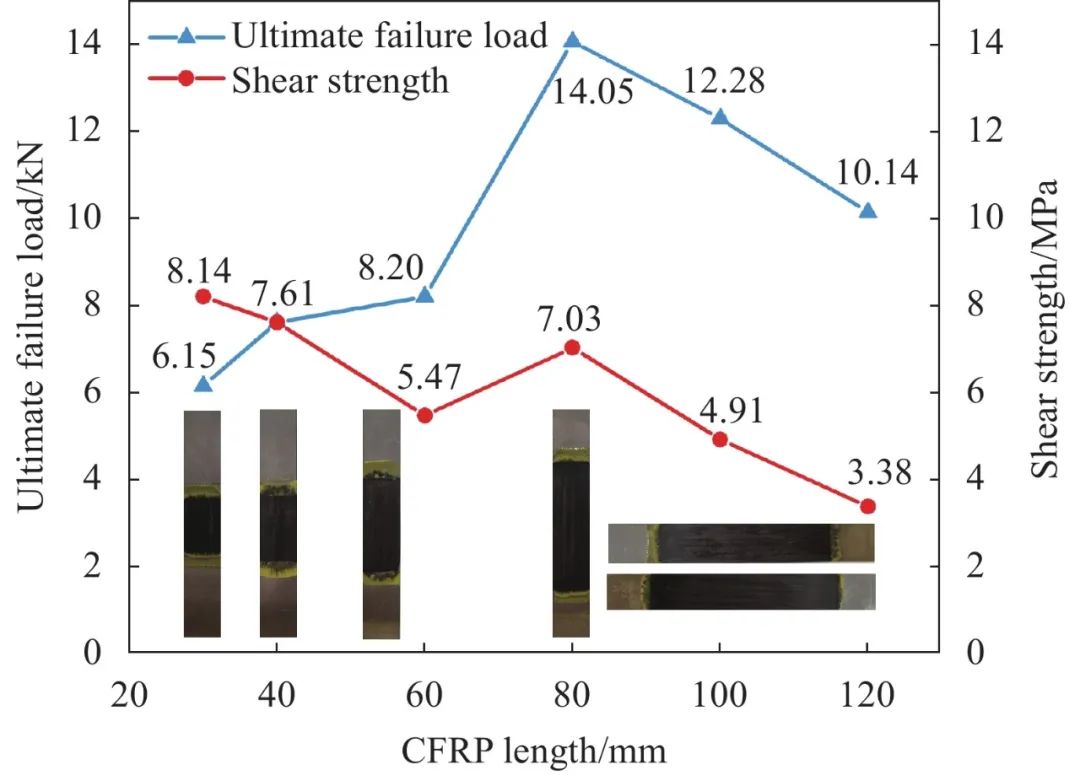 图 17 不同长度CFRP补片修补结构的极限失效载荷和剪切强度变化曲线
图 17 不同长度CFRP补片修补结构的极限失效载荷和剪切强度变化曲线Figure 17. Ultimate failure load and shear strength curves of repair structure with CFRP patches of different lengths
修补结构的剪切强度整体在逐渐变小。当30⩽L<60 mm时,胶接面积增大但失效载荷的增长趋势较小,因此剪切强度持续下降;当60⩽L<80 mm时,由于失效载荷急剧增大,剪切强度出现短暂的上升;当L大于80 mm时,剪切强度继续下降,并且该阶段剪切强度线性下降的斜率与第一阶段近乎相同。
当补片长度大于80 mm时修补结构的极限承载能力开始下降,原因是胶接面积增大带来增益性能的同时,固化内应力诱发单面弯矩对结构的减损影响也逐渐增加且超过面积增大带来的增益影响,并且随着补片长度的增加这种趋势还将增大。如图18为单面修补结构的受力分析示意图,可见补片长度较大时,结构整体会发生弯曲变形。在裂纹处金属板受到弯矩M0的作用形成夹角θ0,且θ0会随着补片长度的增加而增大,这导致胶层会在接头中央位置产生较大的应力集中。补片自由端位置胶层中的剪应力流Fsh会相对补片轴线方向产生剥离应力,这导致修补结构在发生剪切破坏前发生剥离失效。因此,胶层损伤起始位置就发生在胶接接头的中央轴线和两端处。在工程应用中,不能一味追求增大胶接面积,要尽量合理、高效的选择补片长度。
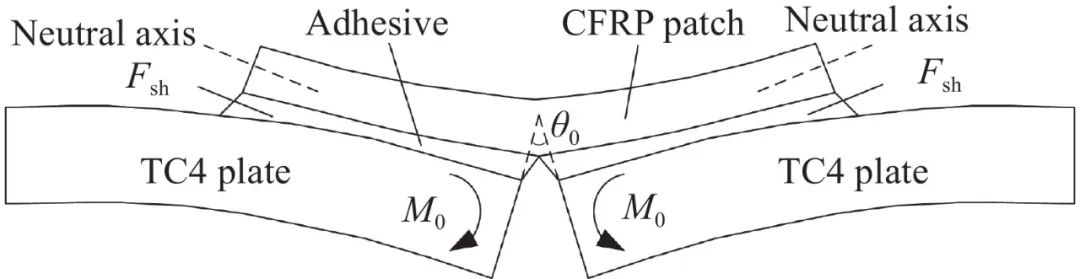 Fsh—Shear stress flow;
Fsh—Shear stress flow;M0—Bending moment;
θ0—Included angle
图 18 单面修补结构的受力分析示意图
Figure 18. Schematic diagram of stress analysis of one-side repair structure
选取补片长度为80 mm的单面修补结构,沿宽度方向的对称轴线对胶层的法向应力S33进行分析,根据历程输出中载荷与位移的关系选取4个具有代表性的加载点(μ=0.1、0.3、0.5、0.7 mm)。胶层的法向应力分布如图19所示,可以看到胶层的S33曲线沿中央位置对称分布,且中间和两端位置具有较大的应力值,而其他区域的应力值近乎为0,这说明胶层只在接头中间和两端很小的区域内传递载荷,也验证了上文中分析的胶层损伤起始位置,与承载法向应力的位置相对应。随着位移加载点的增大,中间和两端的应力峰值也在增大,且中央位置的应力增长幅度大于两端位置,这说明胶层在接头中央位置发生损伤的程度和扩展速度大于两端位置。
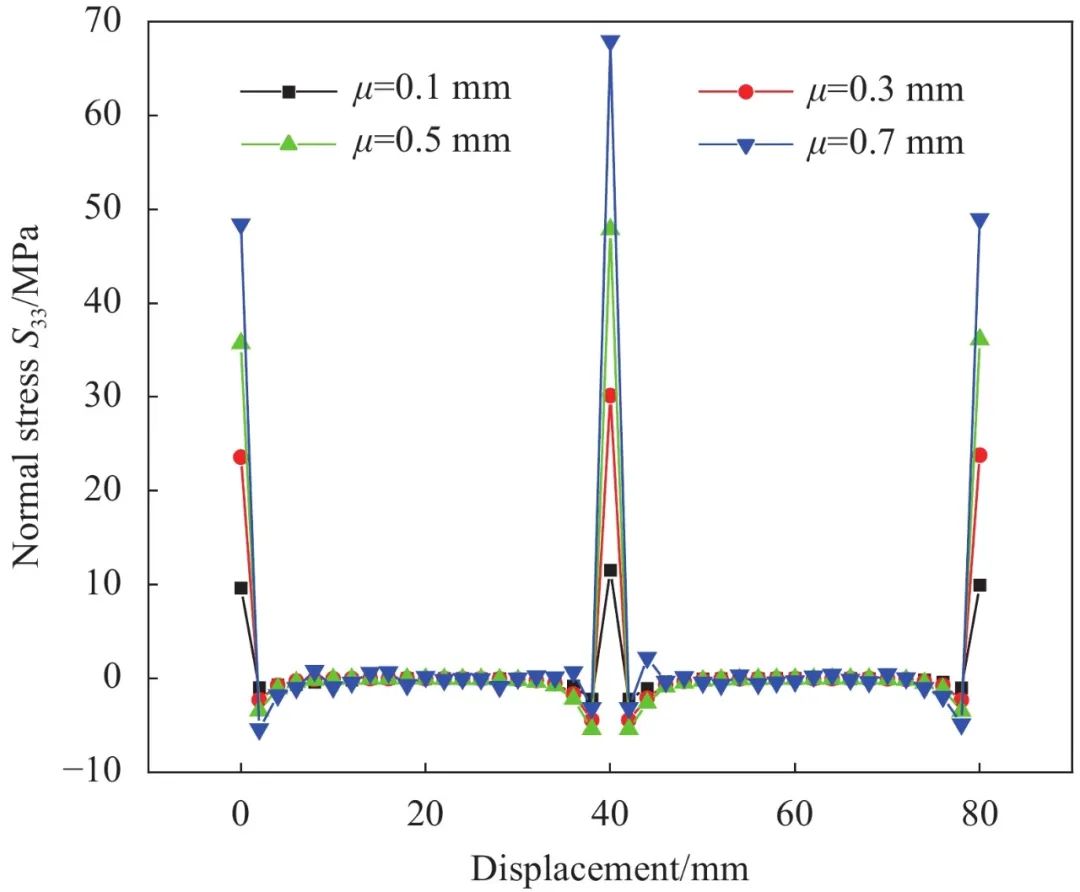 μ—Displacement at loading point
μ—Displacement at loading point图 19 补片长度为80 mm的单面修补结构胶层法向应力S33
Figure 19. Normal stress S33 of adhesive layer for one-side repair structure with 80 mm patch length
采用研索仪器科技有限公司生产的VIC-3D数字图像相关(DIC)系统对复合材料补片的表面应变场进行测量,可以分析修补结构在承载时补片的应变和位移状态。图20为拉伸载荷至8 kN时,CFRP补片的轴向应变场eyy (沿坐标系y向的应变)分布。可见补片中间位置为深紫色,对照色带图可读出应变值为−0.95×10−3,负号表示该区域处于压缩状态,这是由于补片受到弯矩影响发生“凹向”的弯曲变形,在中央较小一块区域承受压缩应力,与上文中对修补结构的应力分析相互验证。从补片中间向两端位置,应变逐渐从压缩变为拉伸状态且持续增大,在两端位置达到顶峰,应变值约为0.41×10−3。
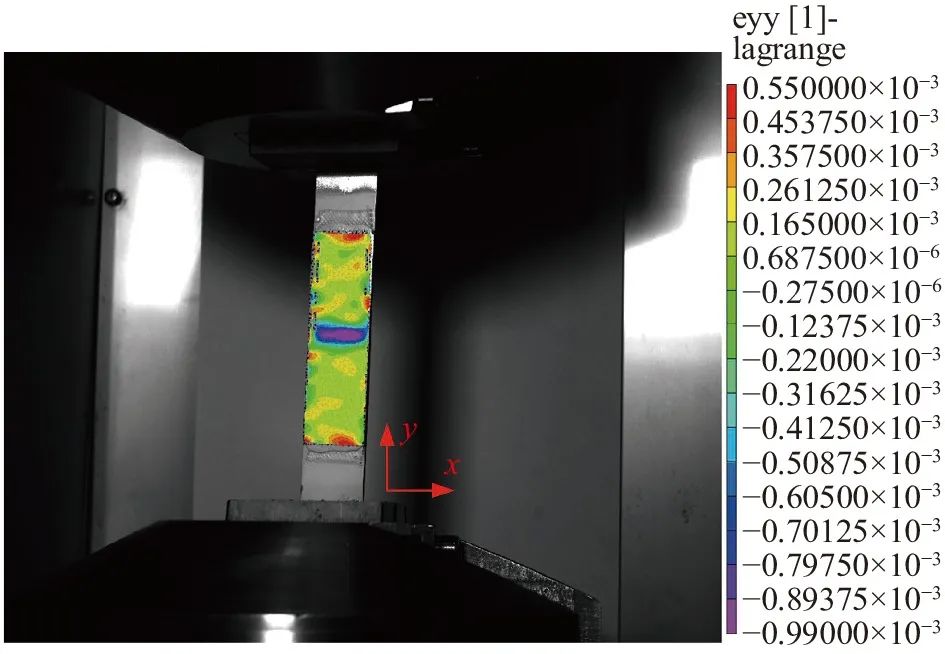 eyy—Strain field in y direction
eyy—Strain field in y direction图 20 CFRP补片轴向的应变场分布
Figure 20. Axial strain field distribution of CFRP patch
4. 结 论
针对航空金属构件损伤复合材料单面贴补修复结构进行了试验研究、数值模拟和理论模型分析,得出如下主要结论:
(1) 湿铺法、预浸料法和预固化法3种修复工艺具有不同的胶接特性和界面形貌,分别对应复合材料补片分层断裂、胶层破坏和界面脱粘3种失效形式,湿铺法的修复性能最好,是预固化法的3.3倍、预浸料法的1.3倍;
(2) 随着复合材料补片厚度的增加,修补结构的极限失效载荷先增大后减小,最后趋向稳定,失效形式经历从复合材料补片分层断裂、纤维拉伸断裂和胶层混合失效到胶层剪切破坏的演化过程,当补片厚度为7层约1.05 mm时修复效果最好,对应的极限载荷为17.16 kN;
(3) 随着复合材料补片长度的增大,修补结构的极限失效载荷先增大后线性减小,原因是胶接面积增大带来增益性能的同时,固化内应力诱发单面弯矩对结构的减损影响也逐渐增加且超过面积增大带来的增益影响,当补片长度为80 mm时具有最好的修复效果;
(4) 基于建立的有限元模型和理论分析模型,发现胶层的损伤起始位置为接头中央和两端,然后逐渐向中央区域演化;复合材料补片的第一层和第二层载荷传递与失效形式不同,第一层复合材料主要受到轴向中央位置的拉伸断裂破坏,第二层复合材料主要是沿横向的撕裂破坏。
参考文献
[1]宣善勇. 复合材料修理飞机金属结构技术的应用进展[J]. 化工新型材料, 2020, 48(11):227-229.doi: 10.19817/j.cnki.issn1006-3536.2020.11.050
XUAN Shanyong. Process on boned repair of aircraft metallic structure applied by composite[J]. New Chemical Materials,2020,48(11):227-229(in Chinese).doi: 10.19817/j.cnki.issn1006-3536.2020.11.050
[2]ABUSREA M R, ARAKAWA K. Improvement of an adhesive joint constructed from carbon fiber-reinforced plastic and dry carbon fiber laminates[J]. Composites Part B: Engineering,2016,97:368-373.doi: 10.1016/j.compositesb.2016.05.005
[3]邓雅琼, 陈洋, 栗娜, 等. 三维编织复合材料与金属胶接结构的力学性能及优化[J]. 复合材料学报, 2018, 35(10):2760-2767.doi: 10.13801/j.cnki.fhclxb.20171219.001
DENG Yaqiong, CHEN Yang, LI Na, et al. Mechanical properties and optimization adhesive structure of three-dimensional braided composites and metal[J]. Acta Materiae Compositae Sinica,2018,35(10):2760-2767(in Chinese).doi: 10.13801/j.cnki.fhclxb.20171219.001
[4]KUMAR P, SHINDE P S, BHOYAR G. Fracture toughness and shear strength of the bonded interface between an aluminium alloy skin and a FRP patch[J]. Journal of the Institution of Engineers (India): Series C,2019,100:779-789.doi: 10.1007/s40032-018-0467-1
[5]YANG C Q, WANG X L, JIAO Y J, et al. Linear strain sensing performance of continuous high strength carbon fiber reinforced polymer composites[J]. Composites Part B: Engineering,2016,102:86-93.doi: 10.1016/j.compositesb.2016.07.013
[6]PURIMPAT S, JÉRÔME R, SHAHRAM A. Effect of fiber angle orientation on a laminated composite single-lap adhesive joint[J]. Advanced Composite Materials,2013,22(3):139-149.doi: 10.1080/09243046.2013.782805
[7]NURPRASETIO I P, BUDIMAN B A, AZIZ M. Evaluation of bonding strength and fracture criterion for aluminum alloy-woven composite adhesive joint based on cohesive zone model[J]. International Journal of Adhesion and Adhesives,2018,85:193-201.doi: 10.1016/j.ijadhadh.2018.06.011
[8]LIAO L J, SAWA T, HUANG C G. Numerical analysis on load-bearing capacity and damage of double scarf adhesive joints subjected to combined loadings of tension and bending[J]. International Journal of Adhesion and Adhesives,2014,53:65-71.doi: 10.1016/j.ijadhadh.2014.01.010
[9]CHOUDHURY M R, DEBNATH K. Experimental analysis of tensile and compressive failure load in single-lap adhesive joint of green composites[J]. International Journal of Adhesion and Adhesives,2020,99:102557.
[10]ZHAO L B, WANG Y N, QIN T L, et al. A new material model for 2D FE analysis of adhesively bonded composite joints[J]. Materials Science,2014,20(4):468-473.
[11]RIBEIRO T E A, CAMPILHO R D S G, DA SILVA L F M, et al. Damage analysis of composite-aluminium adhesively-bonded single-lap joints[J]. Composite Structures,2016,136:25-33.doi: 10.1016/j.compstruct.2015.09.054
[12]毛振刚, 侯玉亮, 李成, 等. 搭接长度和铺层方式对CFRP复合材料层合板胶接结构连接性能和损伤行为的影响[J]. 复合材料学报, 2020, 37(1):121-131.doi: 10.13801/j.cnki.fhclxb.20190308.001
MAO Zhengang, HOU Yuliang, LI Cheng, et al. Effect of lap length and stacking sequence on strength and damage behaviors of adhesively bonded CFRP composite laminates[J]. Acta Materiae Compositae Sinica,2020,37(1):121-131(in Chinese).doi: 10.13801/j.cnki.fhclxb.20190308.001
[13]苗学周, 李成, 铁瑛, 等. 补片形状和尺寸对复合材料胶接修补的影响[J]. 机械工程学报, 2014, 50(20):63-69.doi: 10.3901/JME.2014.20.063
MIAO Xuezhou, LI Cheng, TIE Ying, et al. Influence of patch shape and size on adhesively bonded composite repair[J]. Journal of Mechanical Engineering,2014,50(20):63-69(in Chinese).doi: 10.3901/JME.2014.20.063
[14]孙运刚, 宣善勇, 贺旺. 复合材料湿法修理含裂纹铝板疲劳特性分析[J]. 化工新型材料, 2021, 49(11):198-201.doi: 10.19817/j.cnki.issn1006-3536.2021.11.041
SUN Yungang, XUAN Shanyong, HE Wang. Fatigue characteristics analysis of cracked Al plate repaired by composite wet bonding[J]. New Chemical Materials,2021,49(11):198-201(in Chinese).doi: 10.19817/j.cnki.issn1006-3536.2021.11.041
[15]王跃, 穆志韬, 刘治国. 复合材料单面修补板裂纹尖端J积分的解析预测模型[J]. 复合材料学报, 2018, 35(2):332-339.doi: 10.13801/j.cnki.fhclxb.20170327.002
WANG Yue, MU Zhitao, LIU Zhiguo. Analytical model for prediction of J-internal of single-side-patched plates[J]. Acta Materiae Compositae Sinica,2018,35(2):332-339(in Chinese).doi: 10.13801/j.cnki.fhclxb.20170327.002
[16]SUN L G, LI C, TIE Y, et al. Experimental and numerical investigations of adhesively bonded CFRP single-lap joints subjected to tensile loads[J]. International Journal of Adhesion and Adhesives,2019,95:102402.doi: 10.1016/j.ijadhadh.2019.102402
[17]FIELDEN-STEWART Z, COOPE T, BACHEVA D, et al. Effect of the surface morphology of SLM printed aluminium on the interfacial fracture toughness of metal-composite hybrid joints[J]. International Journal of Adhesion and Adhesives,2021,105:102779.doi: 10.1016/j.ijadhadh.2020.102779
[18]DUONG C N, YU J. An analytical estimate of thermal effects in a composite bonded repair: Plane stress analysis[J]. International Journal of Solids and Structures,2002,39(4):1003-1014.doi: 10.1016/S0020-7683(01)00239-6
[19]刘真航. SY-24中温固化胶接体系[J]. 中国胶粘剂, 2002, 11(1):1-5.doi: 10.3969/j.issn.1004-2849.2002.01.001
LIU Zhenhang. SY-24 moderate temperature cured adhesive system[J]. China Adhesives,2002,11(1):1-5(in Chinese).doi: 10.3969/j.issn.1004-2849.2002.01.001
[20]HOU Y L, TIE Y, LI C, et al. Low-velocity impact behaviors of repaired CFRP laminates: Effect of impact location and external patch configurations[J]. Composites Part B: Engineering,2019,163:669-680.doi: 10.1016/j.compositesb.2018.12.153
[21]中国国家标准化管理委员会. 纤维增强塑料拉伸性能试验方法: GB/T 1447—2005[S]. 北京: 中国标准出版社, 2005.
Standardization Administration of the People's Republic of China. Fiber-reinforced plastic composites—Determination of tension properties: GB/T 1447—2005[S]. Beijing: China Standards Press, 2005(in Chinese).
[22]HASHIN Z. Failure criteria for unidirectional fiber composites[J]. Journal of Applied Mechanics,1980,47(2):329-334.doi: 10.1115/1.3153664
[23]GUO S J, LI W H. Numerical analysis and experiment of sandwich T-joint structure reinforced by composite fasteners[J]. Composites Part B: Engineering,2020,199:108288.doi: 10.1016/j.compositesb.2020.108288
[24]PINHO S T, IANNUCCI L, ROBINSON P. Physically-based failure models and criteria for laminated fibre-reinforced composites with emphasis on fibre kinking: Part I: Development[J]. Composites Part A: Applied Science and Manufacturing,2006,37(1):63-73.doi: 10.1016/j.compositesa.2005.04.016
[25]GUO W, XUE P, YANG J. Nonlinear progressive damage model for composite laminates used for low-velocity impact[J]. Applied Mathematics and Mechanics,2013,34(9):1145-1154.doi: 10.1007/s10483-013-1733-7
向下滑动查看
来源: 复合材料学报
免责声明:中国复合材料学会微信公众号发布的文章,仅用于复合材料专业知识和市场资讯的交流与分享,不用于任何商业目的。任何个人或组织若对文章版权或其内容的真实性、准确性存有疑议,请第一时间联系我们。我们将及时进行处理。
继续滑动看下一个
【复材资讯】航空金属构件损伤复合材料单面贴补修复力学性能 中国复合材料学会 轻触阅读原文
 中国复合材料学会 赞 分享 在看 写留言 向上滑动看下一个
中国复合材料学会 赞 分享 在看 写留言 向上滑动看下一个原标题:《【复材资讯】航空金属构件损伤复合材料单面贴补修复力学性能》
本文为澎湃号作者或机构在澎湃新闻上传并发布,仅代表该作者或机构观点,不代表澎湃新闻的观点或立场,澎湃新闻仅提供信息发布平台。申请澎湃号请用电脑访问http://renzheng.thepaper.cn。



- 报料热线: 021-962866
- 报料邮箱: news@thepaper.cn
互联网新闻信息服务许可证:31120170006
增值电信业务经营许可证:沪B2-2017116
© 2014-2026 上海东方报业有限公司